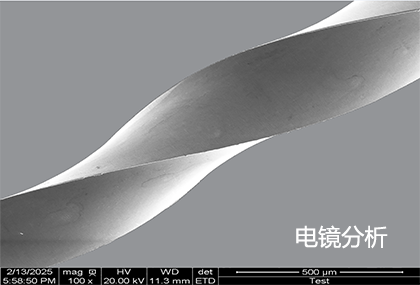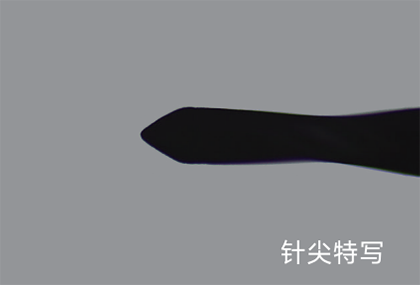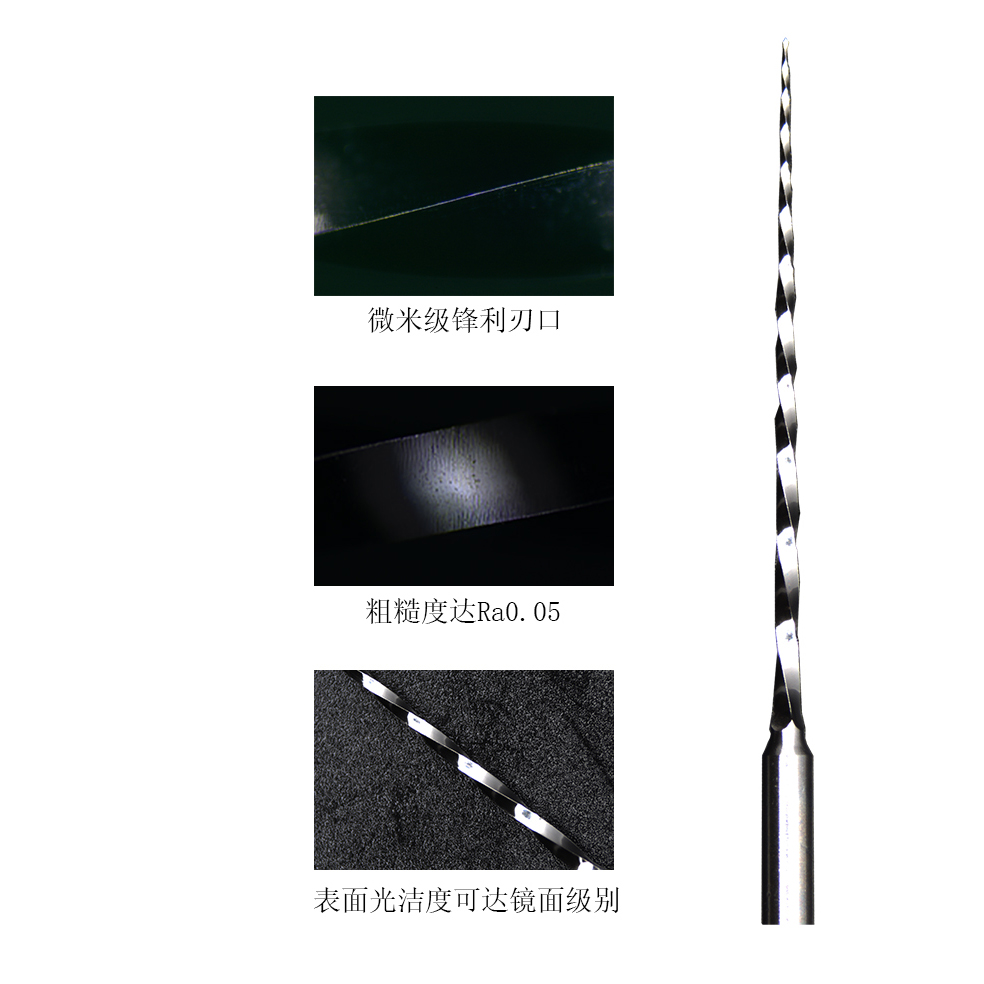
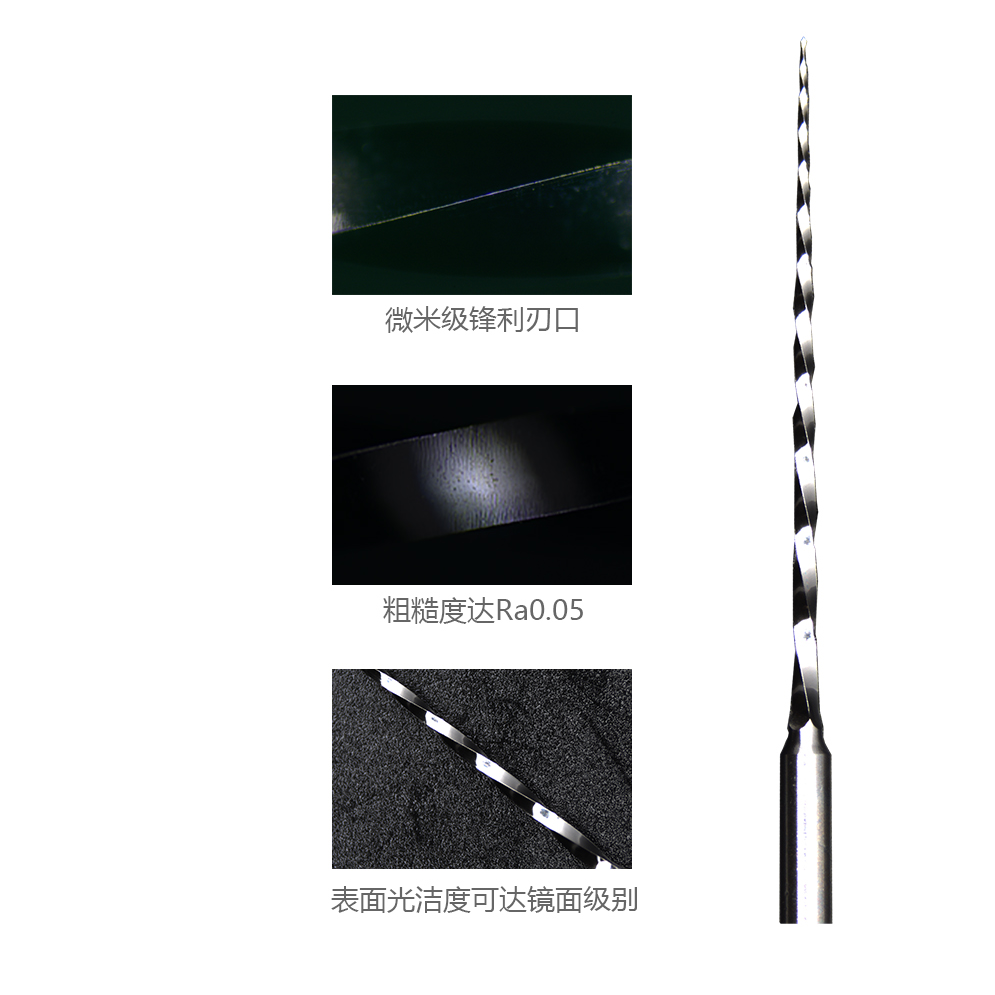
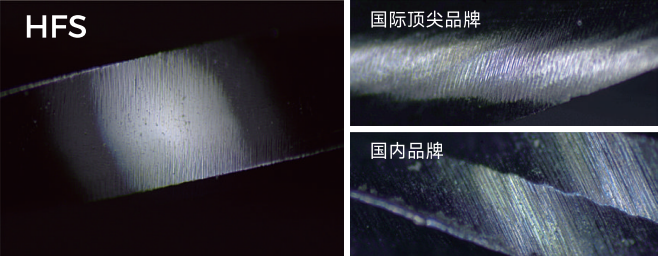
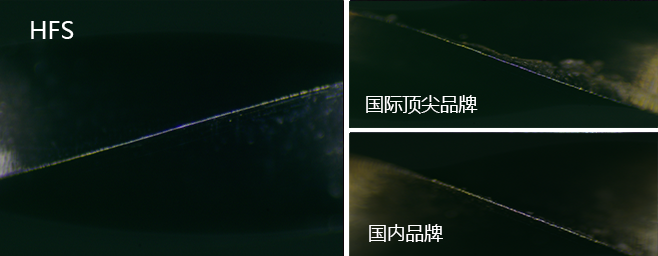
微米级锋利刃口
粗糙度达Ra0.05
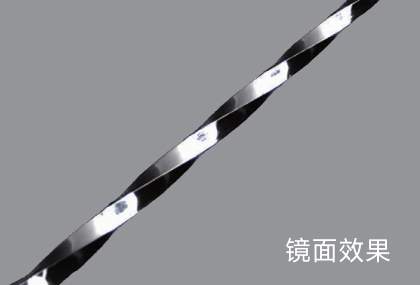
表面光洁度可达镜面级别
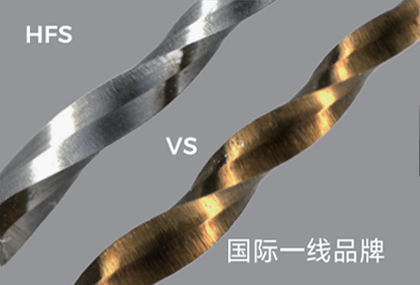
赫菲斯 VS 其它品牌
| 品牌 | 刃口(宽度)μm | 尺寸一致性(精度)μm | 粗糙度(RA)μm |
|---|---|---|---|
| 国产品牌A | 15.2 | 15 | 0.45 |
| 国产品牌B | 5.3 | 12 | 0.52 |
| 国际一线品牌A | 2.5 | 6 | 0.27 |
| 国际一线品牌B | 2.1 | 5 | 0.29 |
| 赫菲斯中下 | 2.5 | 7 | 0.13 |
| 赫菲斯上等 | 1.4 | 5 | 0.09 -> 抛光后0.05 |
| 品牌 | 刃口(宽度)μm | 尺寸一致性(精度)μm | 粗糙度(RA)μm |
|---|---|---|---|
| 国产品牌A | 15.2 | 15 | 0.45 |
| 国产品牌B | 5.3 | 12 | 0.52 |
| 国际一线品牌A | 2.5 | 6 | 0.27 |
| 国际一线品牌B | 2.1 | 5 | 0.29 |
| 赫菲斯中下 | 2.5 | 7 | 0.13 |
| 赫菲斯上等 | 1.4 | 5 | 0.09 -> 抛光后0.05 |
传统根管锉在制造工艺上存在诸多不足,导致临床使用体验不佳
加工刃部采用的设备精度不足,导致产品形态和尺寸不稳定。容易产生台阶、深刀痕,从而产生应力集中。使锉针更容易折断。针体表面粗糙会导致根管锉针的疲劳极限大幅下降。
锉刀磨削后刃口有锯齿状毛刺,去毛刺的同时会削弱其原始锋利度,切削性能离散性显著,钝化刃口,增加治疗时间。医生需频繁适应不同挫刀手感,难以形成稳定肌肉记忆影响操作连贯性。
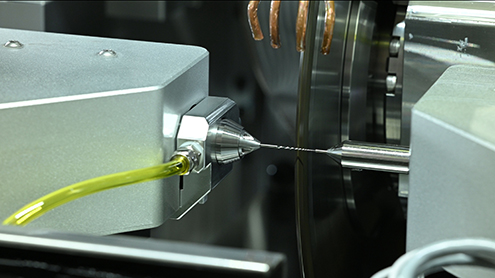
采用先进制造工艺,全面解决传统根管锉针的痛点
赫菲斯自研先进的五轴微米级磨床用于生产根管锉针,可打造出近乎零刀痕的表面和微米级粗糙度控制水平,为锉体提供卓越的抗疲劳性能,显著降低应力集中的风险,大幅提升使用寿命,为您ODM一流的产品。
赫菲斯通过微米级标准化生产工艺,使刃口仅产生微量毛刺,在去毛刺过程中能够最大程度保留原始锋利度,确保每支锉刀的切削力均匀一致,产品批次精度达±5微米,让医生操作手感稳定流畅,有效缩短治疗时间。
赫菲斯五轴微米级根管锉针磨床
采用进口砂轮和砂轮修整机,对刀仪测量砂轮尺寸,确保产品尺寸稳定。能形成稳定时间很长的高精加工。(砂轮修整机可以把砂轮修整到正确的形态,对刀仪可以精确的测星砂轮了修整后的尺寸,精度可达0.002mm)
配备自动上下料系统,可实现轴类、盘类零件的高效加工,适合大批量生产
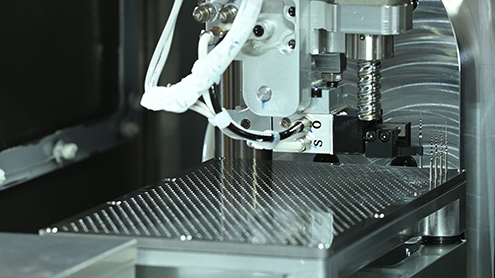
磨床采用阵列料盘存放挫针。
可避免挫针磕碰便于质检。
磨床采用高精恒温过滤系统,保证磨削环境的稳定,有利于保证尺寸
和表面质量。(尺寸稳定士±0.005mm,表面粗糙度可达Ra0.05μm)

五轴加工方式主研磨可倾斜角度。可加工市面上任意一款根管锉针。机床加工形式主要是高速、高精度成形磨削,拥有5个伺服主轴及2直角坐标系机械手伺服轴。高可靠性的直角机械手机构可实现大批量无人化生产。 同时采用了更高精度的中心托架以及自研的调直棒料,从而保证磨削过程的稳定。